Goal
- Make production
- Help others
- Overstaffed
- Buffers
- Learn
- One piece flow
Eg. Solving the speaker wooden plating to make big and small speakers take equally long Vs Help at other workstations
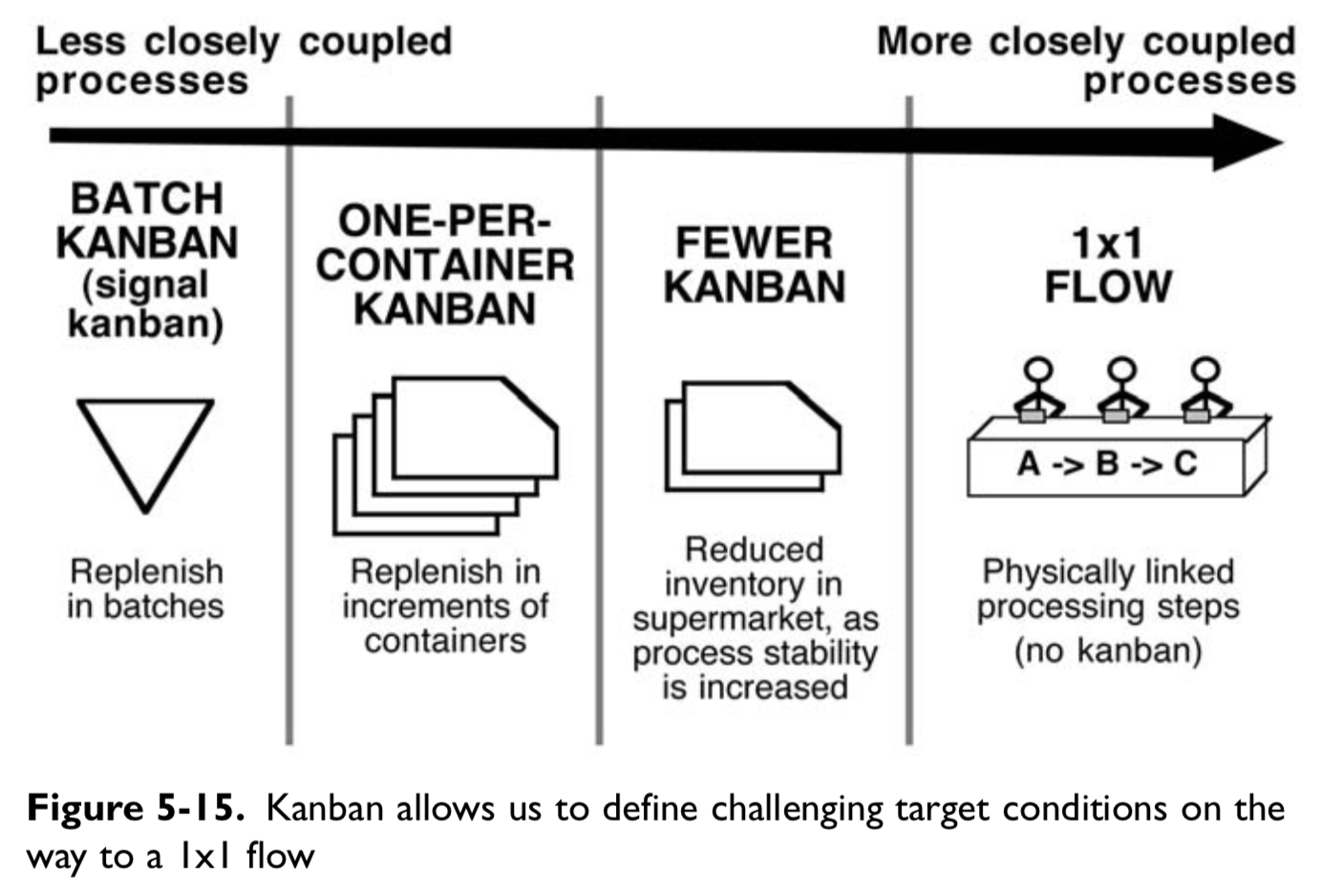
Kanban
- Kanban is used to define successive target conditions on the way to a one by one flow
- Inventory is reduced in a controlled fashion, and problems can resurface again.
- “The purpose of kanban is to eliminate the kanban.”
- “Anytime you start up a pull system, it will crash and burn within a short time. There will be glowing and charred pieces, so to speak. But it is precisely these charred and glowing pieces that tell you what you need to work on, step by step, in order to make the pull system function as intended.”
- “the kanban system does not cause problems, it only reveals them.”
- “Pull systems are rarely the first step in adopting lean manufacturing. Many production processes are currently unstable, and the amount of inventory you would need in order to have a functioning pull system between unstable processes would be unacceptably high.”
- “The overt, visible purpose of kanban is to provide a way of regulating production between processes that results in producing only what is needed when it is needed. The invisible purpose of kanban is to support process improvement; to provide a target condition by defining a desired systematic relationship between processes, which exposes needs for improvement.”
Striving to achieve a target condition by working step by step through obstacles.
Toyota’s tools Limit your ability to work around problems
- takt time
- One by one flow
- Hijunka (Levelling production)
- Kanban (pull systems
As target conditions
Book: learning to see value-stream mapping techniques to change from batch to flow
- takt time
- andon
- kanban
- heijunka
- jidoka
How to achieve target conditions Target: outcome Target condition: process to achieve the outcome
“more inventory here, this process is not yet capable of supporting such a low inventory level”
Define next target condition for the processes causing that inventory
- Dig into the related processes
- Set next process target condition
- Tackle the obstacles
Then we learn what’s causing the inventory
Only work on what you need to work on.
Teach behavior that mirrors good crisis behavior. Then you can create a crisis.
Standard: description of how a process should operate. The prespecified, intended, normal pattern Standardized work: process is operating as specified by the standard. A condition which can exist or not
Who is the standard for? It’s mainly for the team leader. Their goal is to achieve standardized work. Not to establish discipline or accountability, but to have a reference point
Standards that can be seen as target conditions:
- Work standards
- Tact time
- Correct number of operators
- One by one flow
- Operator work elements
- Times for the elements
- …
- Levelling
- Plant sequence
- Maximum lot size
- Finished goods quantity
- …
- Pull system
- Location in supermarket
- Inventory quantity
- Kanban cards
- Logistics
- Delivery route
- Stops
- Timing
Target conditions contain 3+1 categories of information
- Process steps, sequence and times
- Process characteristics
- Process metrics
- Outcome metrics
Start vague, when learning go more specific Err on the side of vagueness
Defining some terminology
- Challenge: initial vague target condition
- Target condition: after sufficient detail has been added
- What is the target condition?
- What is the actual condition now?
- What obstacles prevent you from reaching the target condition? Which ones are you addressing now?
- What is your next step (your next PDCA cycle)?
- When can we go and see what we have learned from taking that step?
Mentor mentor dialogue Book: managing to learn - John Shook
Vision One piece flow at lowest possible cost -100’s years production vision